





A eletrofusão é um método de soldagem para tubulações HDPE que utiliza acessórios (fittings) com resistências elétricas embutidas que, ao receberem corrente, geram calor (200-230°C) fundindo molecularmente o polietileno na zona de contato, criando uma união permanente sem juntas mecânicas. Este processo, também conhecido como electrofusion welding, se diferencia da termofusão de topo porque não requer máquinas pesadas nem espaço amplo, sendo ideal para valas estreitas, espaços confinados, ramais e reparos em operação.
A eletrofusão é um método de soldagem para tubulações HDPE que utiliza acessórios com resistências elétricas embutidas. Ao receber corrente elétrica (8–48V), essas resistências geram calor (200–230°C), fundindo molecularmente o polietileno e criando uma união permanente sem juntas mecânicas. É o método preferido para espaços confinados, diâmetros DN 20–630mm e projetos que exigem rastreabilidade total por união.
A soldagem de tubulações de polietileno de alta densidade (PE-HD ou HDPE em inglês) é fundamental para garantir sistemas de condução duráveis, herméticos e capazes de suportar pressões de trabalho durante 50-100 anos sem manutenção. No Brasil, a eletrofusão se consolidou como o método preferido para instalações urbanas em espaços reduzidos, reparos de emergência em redes de água potável, e uniões dentro de instalações industriais onde a termofusão convencional se mostra impraticável. Para compreender as propriedades gerais das tubulações HDPE e suas aplicações, consulte nosso guia completo de tubulação HDPE 2026.
Este artigo fornece um guia técnico completo sobre eletrofusão: princípios de funcionamento, processo passo a passo de instalação, comparativo detalhado com termofusão de topo, equipamentos necessários, custos de investimento, aplicações reais no Brasil, controle de qualidade, e quando NÃO utilizar este método. Se você é engenheiro especificador, contratante instalador, ou responsável pela manutenção de sistemas de tubulações HDPE, este guia irá ajudá-lo a tomar decisões informadas sobre a metodologia de união mais apropriada para o seu projeto específico.
O que é Eletrofusão e Como Funciona? Princípio Técnico e Processo Molecular

Fundamento Físico: Efeito Joule e Fusão Molecular
A eletrofusão se baseia no efeito Joule: quando uma corrente elétrica atravessa uma resistência, é gerado calor proporcional à resistência do condutor e à intensidade de corrente (Q = I² × R × t). Os acessórios de eletrofusão contêm um fio de resistência elétrica (tipicamente liga níquel-cromo) embutido no polietileno durante a fabricação do fitting. Este fio forma uma espiral ou padrão reticular na zona de contato entre o acessório e a tubulação.
Ao conectar a máquina de eletrofusão aos terminais do fitting e aplicar tensão controlada (geralmente 8-48V dependendo do diâmetro), a corrente elétrica aquece a resistência até atingir 200-230°C na interface tubulação-acessório. Nessa temperatura, o polietileno de alta densidade (PE-HD) atinge seu ponto de fusão (~130°C) e permanece em estado fundido o tempo suficiente para que as cadeias moleculares da tubulação e do fitting se entrelacem molecularmente (difusão). Uma vez finalizado o ciclo de aquecimento e durante o resfriamento sob restrição, essas cadeias interdifundidas se solidificam criando uma união monolítica indistinguível do material base.
Sistema de Código de Barras: Automação de Parâmetros
Os acessórios de eletrofusão modernos incorporam um código de barras impresso que contém informações codificadas sobre:
- Tensão de fusão: Tipicamente 8V, 24V ou 48V conforme diâmetro e fabricante
- Tempo de fusão: Varia de 3 minutos (DN 20-32) até 15 minutos (DN 400-630)
- Resistência elétrica total: Do fio embutido (ohms)
- Fabricante e lote: Rastreabilidade completa
- Norma de fabricação: ISO 13956, ISO 13957 (conforme tipo de fitting)
Ao escanear este código de barras com a máquina de eletrofusão, os parâmetros são carregados automaticamente, eliminando erros humanos na configuração. A máquina ajusta também conforme a temperatura ambiente informada (crítico: um dia a 5°C requer mais tempo de fusão do que a 25°C para obter a mesma qualidade de união).
Anatomia de um Acessório de Eletrofusão
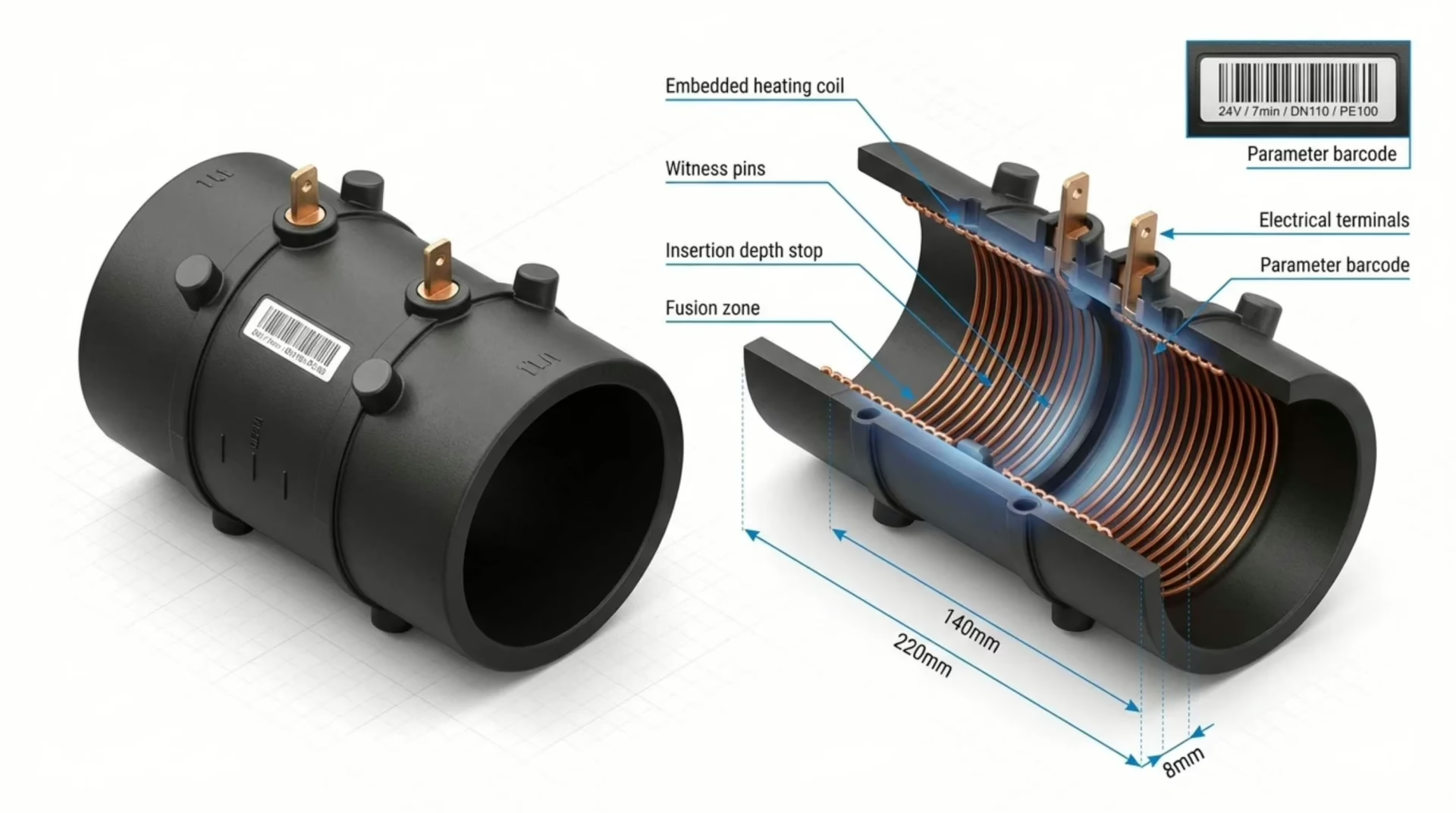
Um fitting de eletrofusão típico é composto por:
- Corpo principal: Injetado em PE 100 ou PE 100-RC (deve coincidir com o grau da tubulação)
- Resistências elétricas embutidas: Fio em espiral distribuído uniformemente na zona de fusão
- Pinos indicadores (testigos): Pequenos cilindros plásticos que se extrudam para fora quando a pressão interna aumenta pela fusão, confirmando visualmente que o processo foi bem-sucedido
- Terminais elétricos: 2 conectores onde se encaixam os cabos da máquina de eletrofusão
- Batentes internos: Limites físicos que asseguram a profundidade correta de inserção da tubulação
- Marcas de profundidade: Referências externas para verificar a inserção completa
📊 Recursos Técnicos Gratuitos: Eletrofusão e Termofusão
Solicite o Manual Técnico AGRULINE PE 100/PE 100-RC que inclui:
- Procedimentos detalhados de eletrofusão com tempos e temperaturas por diâmetro
- Tabela de seleção entre eletrofusão vs termofusão conforme aplicação e espaço disponível
- Especificações completas de acessórios de eletrofusão DN 20-630 com códigos de produto
- Certificados vigentes NSF 61 (água potável), ISO 4427, ISO 13956 (fittings eletrofusão)
- Comparativo termofusão de topo vs eletrofusão: vantagens, limitações, custos
Eletrofusão ou Termofusão: Qual é a Diferença e Quando Usar Cada Uma?

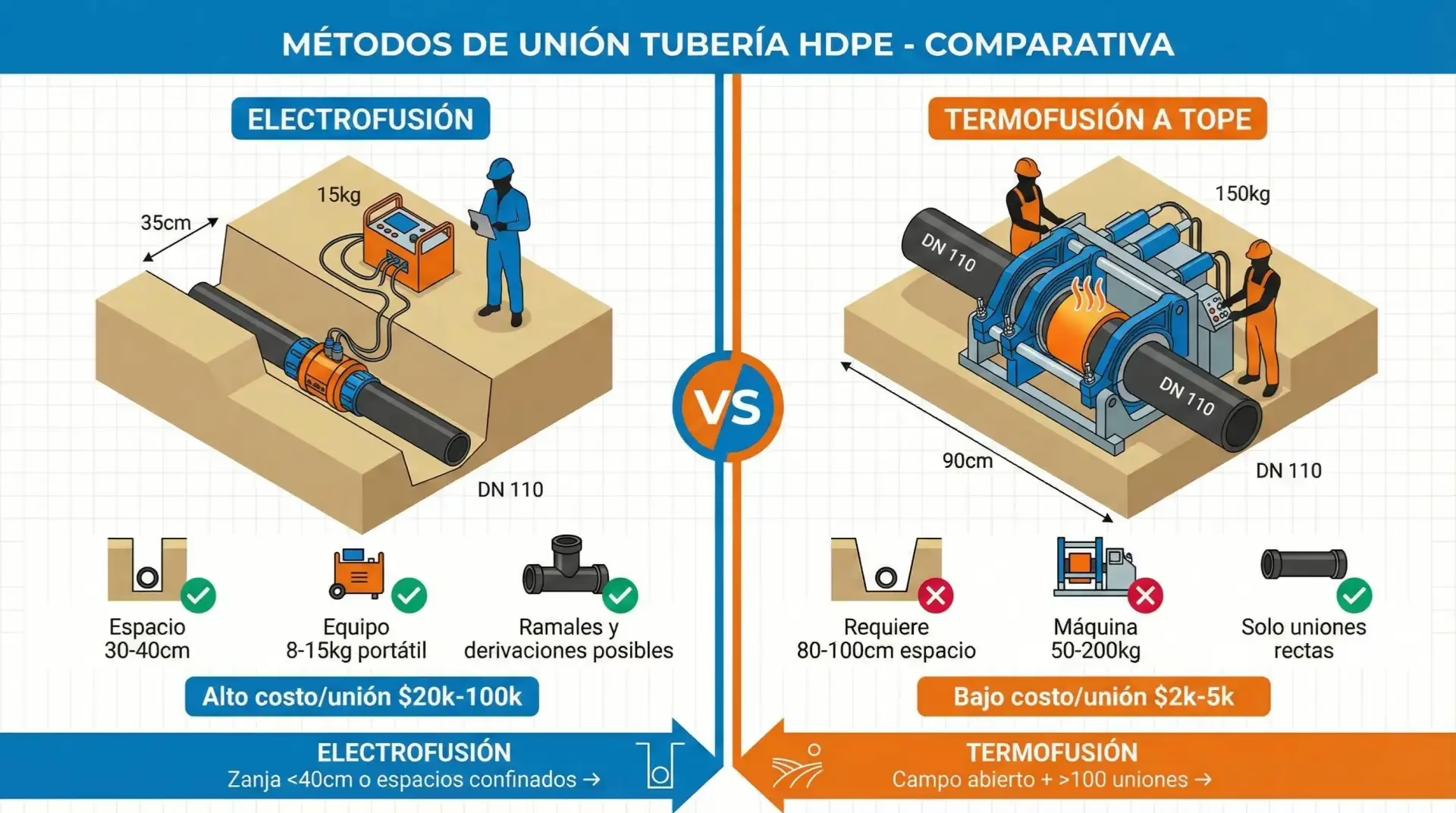
A eletrofusão e a termofusão de topo (butt fusion) são as duas metodologias principais para unir tubulações de HDPE. Cada uma possui vantagens específicas conforme o contexto de aplicação. A tabela a seguir fornece uma comparação abrangente de 14 parâmetros críticos para auxiliá-lo na seleção do método apropriado:
| Parâmetro de Comparação | Eletrofusão | Termofusão de Topo |
|---|---|---|
| Faixa de diâmetros aplicável | DN 20-630mm (ótimo DN 63-315) | DN 90-1600mm (ótimo DN 200-1000) |
| Espaço necessário na vala | ✓ Vala estreita de 30-40cm suficiente | ✗ Requer 80-100cm + espaço para máquina (1,5-2m adicionais) |
| Peso e portabilidade do equipamento | ✓ Máquina portátil 8-15kg, 1 operador | ✗ Máquina 50-200kg, requer 2 operadores ou guindaste |
| Resistência mecânica da união | ~ Igual à tubulação base (98-100% de resistência) | ✓ Superior à tubulação (cordão atua como reforço) |
| Tempo de instalação por união | 30-50 minutos no total (fusão 3-15min + resfriamento 20-30min) | 20-60 minutos conforme DN (DN 110=25min, DN 630=60min) |
| Custo por união (consumíveis) | ✗ Alto: DN 110 coupler R$15k-25k, DN 315 R$80k-120k | ✓ Muito baixo: apenas energia elétrica ~R$2k-5k |
| Investimento inicial em equipamento | ✓ R$3M-6M setup completo (máquina + raspadores + clamps) | ✗ R$8M-15M máquina profissional DN 90-630 |
| Dependência da habilidade do operador | ✓ Baixa (processo automático, máquina controla parâmetros) | ~ Média-Alta (requer experiência em pressões, tempos, inspeção do cordão) |
| Principais modos de falha | Raspagem incompleta (60%), movimentação prematura (25%), contaminação (10%) | Desalinhamento (40%), pressão incorreta (30%), contaminação (20%) |
| Rastreabilidade e controle de qualidade | ✓ Excelente: registro automático de parâmetros (voltagem, tempo, data, operador) | ~ Boa: inspeção visual + pressão, registro manual |
| Capacidade de fazer ramais/derivações | ✓ Sim (tês, selas, saddles tapping em operação) | ✗ Não (apenas uniões retas topo a topo) |
| Reparos em sistemas em operação | ✓ Possível (saddles tapping sob pressão) | ✗ Impossível (requer corte e drenagem) |
| Vida útil projetada da união | 50-100 anos (igual à tubulação) | 50-100 anos (igual à tubulação) |
| Aplicações ideais | Valas estreitas urbanas, espaços confinados, ramais, conexões prediais, reparos, galerias, interiores | Campo aberto, trechos retos longos, projetos +100 uniões, diâmetros grandes (DN >400mm), obras lineares |
Estrutura de Decisão: Quando Usar Eletrofusão vs Termofusão
Utilize este guia rápido para selecionar o método adequado:
✓ Usar ELETROFUSÃO quando:
- Largura da vala <40cm (ruas urbanas estreitas)
- Espaços confinados (galerias, túneis, interiores)
- Diâmetros DN 20-315mm
- São necessários ramais ou derivações (tês, selas)
- Reparos em sistemas em operação (tapping em operação)
- Acesso limitado para maquinário pesado
- Projeto <50 uniões no total
- Conexões prediais a partir da rede principal
- Certificação de cada união exigida (rastreabilidade)
✓ Usar TERMOFUSÃO quando:
- Campo aberto com espaço suficiente (vala >80cm)
- Trechos retos longos sem ramais
- Diâmetros DN >315mm (especialmente DN 400-1600)
- Projeto +100 uniões (economia de escala)
- Custo por união é fator crítico
- Instalação linear (adutoras, coletores, minerodutos)
- Dispõe-se de equipamento e operadores certificados
- Máxima resistência mecânica exigida
Caso misto: Muitos projetos combinam ambos os métodos de forma estratégica. Por exemplo, em uma rede de distribuição de água potável: termofusão para a rede principal (DN 315-630mm em ruas largas) e eletrofusão para as derivações prediais e ramais secundários (DN 63-110mm em calçadas estreitas).
O que é Termofusão PEAD e Quais São os Parâmetros de Soldagem?

A termofusão PEAD (também chamada de solda termofusão ou butt fusion) é o método de soldagem por topo mais utilizado para grandes diâmetros (DN 90 a DN 1600mm) em obras de infraestrutura — adutoras, coletores, minerodutos e irrigação em campo aberto. Entender quando e como usar a soldagem por termofusão é fundamental para escolher o método correto em cada projeto.
Como Funciona a Solda Termofusão
Na solda termofusão, as extremidades de dois tubos PEAD são aquecidas por uma placa metálica a 220°C ± 10°C até atingirem o estado de fusão. Em seguida, a placa é removida e as extremidades são pressionadas uma contra a outra, formando uma união molecular homogênea — sem a necessidade de conexões ou fittings.
O processo segue 4 fases obrigatórias segundo a ABNT NBR 14830:
- Faceamento: Planificação das extremidades com faceador até superfície perpendicular e paralela
- Aquecimento: Contato com placa aquecida sob pressão de arraste por tempo determinado pelo diâmetro
- Transição: Remoção da placa e aproximação das extremidades no menor tempo possível (<max segundos por diâmetro)
- Soldagem e resfriamento: Pressão mantida pelo tempo de soldagem + resfriamento sob carga
Tabela de Parâmetros de Termofusão PEAD (ISO 21307 / ABNT NBR 14830)
A tabela de solda PEAD termofusão abaixo apresenta os parâmetros de referência para PE 100 SDR 11 (PN 16) conforme ISO 21307 Método 1 (baixa pressão). Os valores exatos podem variar conforme o fabricante da máquina e SDR do tubo — consulte sempre o manual do equipamento.
| DN (mm) | Temp. Placa (°C) | T. Aquecimento (s) | T. Transição máx. (s) | T. Soldagem (s) | T. Resfriamento mín. (min) |
|---|---|---|---|---|---|
| 90 | 220 | 60 | 5 | 60 | 8 |
| 110 | 220 | 70 | 6 | 70 | 10 |
| 160 | 220 | 90 | 6 | 90 | 14 |
| 200 | 220 | 110 | 8 | 110 | 18 |
| 250 | 220 | 130 | 8 | 130 | 22 |
| 315 | 220 | 155 | 10 | 155 | 28 |
| 400 | 220 | 195 | 12 | 195 | 35 |
| 500 | 220 | 240 | 15 | 240 | 44 |
| 630 | 220 | 290 | 18 | 290 | 55 |
| 800 | 220 | 370 | 20 | 370 | 70 |
| 1000 | 220 | 460 | 25 | 460 | 88 |
* Valores de referência ISO 21307 para PE 100 SDR 11. Sempre confirmar com o manual da máquina utilizada e com as normas ABNT NBR 14830 / ABNT NBR 15356.
Eletrofusão ou Termofusão: Como Decidir?
A regra prática no Brasil: use eletrofusão em espaços confinados, diâmetros até DN 315mm e quando é necessária rastreabilidade por união. Use termofusão em campo aberto, diâmetros acima de DN 315mm e quando o volume de soldas justifica o investimento em máquina pesada. Muitos projetos de grande porte combinam os dois métodos estrategicamente.
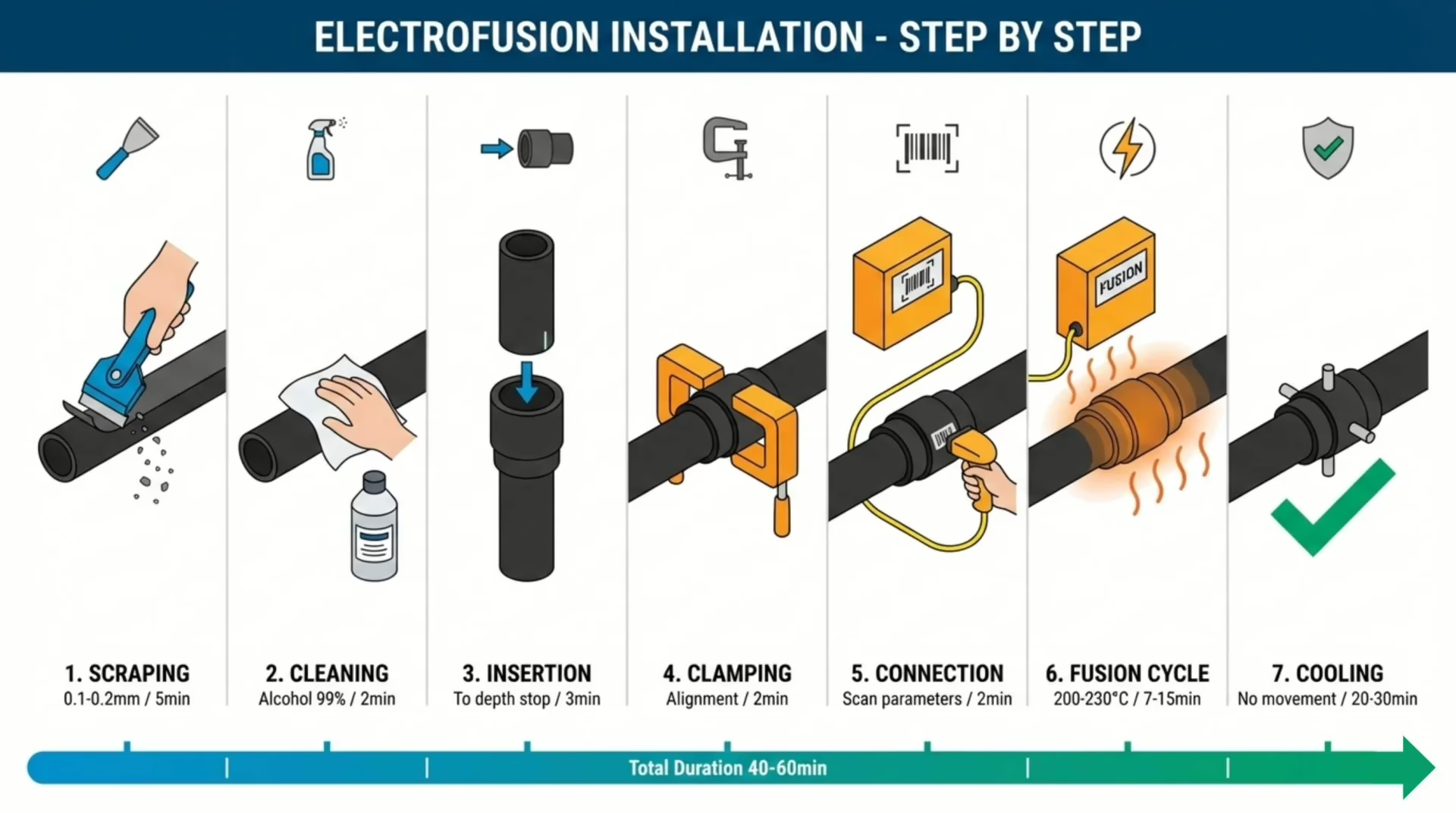
Processo de Instalação por Eletrofusão: Procedimento Passo a Passo
A qualidade de uma união por eletrofusão depende criticamente do cumprimento rigoroso de cada etapa do processo. A seguir, detalha-se o procedimento completo com parâmetros técnicos específicos:
Passo 1: Preparação de Superfície (CRÍTICO – 60% das falhas ocorrem aqui)
Objetivo: Eliminar completamente a camada superficial oxidada do polietileno que impede a fusão molecular.
Procedimento:
- Raspagem mecânica: Utilizar raspador rotatório mecânico (NÃO usar lixa nem papel abrasivo) específico para o diâmetro da tubulação. Girar o raspador ao redor da tubulação exercendo pressão uniforme até remover uma camada de 0,1-0,2mm de profundidade. A superfície deve parecer uniforme, sem brilhos (o brilho indica óxido residual).
- Limpeza química: Imediatamente após a raspagem, limpar a área com álcool isopropílico 99% (NÃO usar água, acetona nem solventes aromáticos) aplicado com pano limpo sem fiapos. Aguardar evaporação completa (30-60 segundos).
- Verificação: A superfície deve estar fosca, sem brilhos, sem partículas aderidas, completamente seca. NÃO tocar com os dedos após a limpeza (a gordura da pele contamina).
⚠️ Erro mais comum: Raspagem superficial que não elimina o óxido completamente. Sintoma: união que passa na inspeção visual inicial, mas apresenta vazamento meses/anos depois por adesão molecular deficiente. Solução: Raspar até que NÃO haja brilho na superfície; trocar as lâminas do raspador regularmente (a cada 20-30 usos).
Passo 2: Marcação e Inserção da Tubulação
Objetivo: Garantir que a tubulação chegue até o batente interno do fitting, assegurando contato em toda a zona de fusão.
- Medir profundidade: Os fittings possuem marcas externas indicando a profundidade de inserção necessária. Medir e marcar essa distância na tubulação com marcador permanente.
- Inserir a tubulação: Introduzir a tubulação no fitting com movimento reto (sem girar) até sentir o batente físico. Verificar se a marca na tubulação coincide com a borda do fitting.
- Verificar alinhamento: A tubulação deve estar perfeitamente coaxial com o fitting (sem ângulos). Para DN >160mm, verificar com nível ou esquadro.
Passo 3: Instalação dos Clamps de Restrição
Objetivo: Evitar a movimentação da tubulação durante a fusão e o resfriamento.
- Posicionar os clamps: Instalar clamps de alinhamento em ambos os lados do fitting (tipicamente a 10-15cm da borda do acessório).
- Ajustar firmemente: Apertar os clamps o suficiente para evitar movimentação, sem deformar a tubulação (a circularidade deve ser mantida).
- Observação para PE 100-RC: Os graus resistentes a trincas requerem restrição especialmente cuidadosa devido à sua maior rigidez.
Passo 4: Conexão da Máquina e Configuração dos Parâmetros
Objetivo: Programar os parâmetros corretos de soldagem conforme o acessório e as condições ambientais.
- Conectar cabos: Encaixar os cabos da máquina de eletrofusão nos dois terminais do fitting. Verificar conexão firme (contato elétrico deficiente causa fusão incompleta).
- Escanear código de barras: A máquina lê automaticamente: tensão, tempo de fusão, tempo de resfriamento. Verificar na tela se os dados coincidem com o fitting instalado.
- Inserir temperatura ambiente: MUITO IMPORTANTE. Medir a temperatura ambiente real (não presumir) e inserir na máquina. Erro de ±5°C pode resultar em subfusão ou superaquecimento.
- Temperatura <10°C: A máquina aumenta o tempo automaticamente
- Temperatura >30°C: A máquina reduz o tempo para evitar superaquecimento
- Verificar tensão do gerador: Se for utilizado gerador portátil, verificar que fornece tensão estável (flutuações >5% causam problemas).
Passo 5: Ciclo de Fusão Automático
Objetivo: Fundir o polietileno na zona de contato mediante calor controlado.
Processo (automático):
- Iniciar ciclo: Pressionar o botão START na máquina. Aparece contagem regressiva na tela.
- Fase de aquecimento: A máquina aplica corrente conforme os parâmetros escaneados. Tempo típico:
- DN 20-32mm: 3-5 minutos
- DN 63-110mm: 5-8 minutos
- DN 160-250mm: 8-12 minutos
- DN 315-630mm: 12-18 minutos
- Observar indicadores visuais: Durante a fusão, os pinos de controle (pequenos cilindros plásticos no fitting) começam a se extrudar para fora. Isso indica que o polietileno está fundindo e expandindo corretamente.
- NÃO interromper: JAMAIS interromper o ciclo antes de finalizar (exceto emergência). A interrupção causa fusão parcial = falha garantida.
- Fim do ciclo: A máquina emite sinal sonoro ao concluir. A tela exibe “FUSION COMPLETE – COOLING REQUIRED”.
| Diâmetro Nominal (DN) | Tempo de Fusão Típico | Tensão Usual | Tempo Mínimo de Resfriamento |
|---|---|---|---|
| DN 20-32mm | 3-5 min | 8V | 15-20 min |
| DN 63-90mm | 5-7 min | 24V | 20-25 min |
| DN 110-160mm | 7-10 min | 24-48V | 25-30 min |
| DN 200-250mm | 10-14 min | 48V | 30-40 min |
| DN 315-630mm | 12-18 min | 48V | 40-50 min |
Passo 6: Resfriamento sob Restrição (CRÍTICO – 25% das falhas)
Objetivo: Permitir que o polietileno fundido se solidifique sem criar tensões internas ou microporos.
⚠️ REGRA DE OURO: NÃO mover, NÃO desconectar clamps, NÃO exercer pressão sobre a união durante o tempo de resfriamento indicado pelo fabricante (geralmente impresso na etiqueta do fitting ou exibido na tela da máquina).
- Manter restrição: Os clamps devem permanecer instalados durante TODO o tempo de resfriamento. Movimento prematuro cria microporos = vazamento futuro.
- Desconectar a máquina: Os cabos podem ser desconectados após a conclusão do ciclo de fusão, porém a tubulação/fitting devem permanecer imóveis.
- Tempo mínimo de resfriamento: Ver tabela acima. Em climas quentes (+30°C), acrescentar 20% a mais de tempo.
- Verificação de temperatura: Tocar cuidadosamente o fitting. Deve estar apenas morno ao toque antes de remover os clamps. Se estiver quente = aguardar mais.
Causa comum de falha: Operadores apressados que removem os clamps logo após o término do ciclo de fusão para continuar com a próxima união. O polietileno ainda está em estado plástico e qualquer movimento deforma a união molecularmente.
Passo 7: Inspeção Visual e Documentação
Objetivo: Verificar a qualidade da fusão e registrar a rastreabilidade.
- Inspeção dos pinos de controle: Os pinos devem ter se extrudado visivelmente (tipicamente 2-3mm para fora). Se NÃO saíram = fusão incompleta = REJEITAR a união e repetir.
- Inspeção visual do fitting: Verificar:
- Queimaduras ou descoloração excessiva (indica superaquecimento)
- Material fundido escapando pelos terminais elétricos (sobrepressão)
- Trincas ou fissuras no corpo do fitting
- Deformação visível da tubulação
Qualquer um desses sinais = união defeituosa.
- Registro de rastreabilidade: As máquinas modernas armazenam automaticamente:
- Data e hora da fusão
- Código de barras do fitting (rastreabilidade até o lote de fabricação)
- Parâmetros aplicados (tensão, tempo, temperatura ambiente)
- ID do operador
- Resultado (bem-sucedido / com falha)
Exportar esses dados para USB/computador para documentação do projeto.
- Fotografia: Em projetos críticos (gás, abastecimento público de água potável), fotografar cada união com os pinos extrudados visíveis como evidência de qualidade.
- Etiquetagem: Marcar a união com número sequencial para identificação futura caso seja necessária inspeção.
Erros Críticos que Causam Falha de União
Estudos de falhas em uniões por eletrofusão revelam que 95% das falhas se devem a quatro causas principais:
| Causa da Falha | % de Falhas | Prevenção |
|---|---|---|
| Raspagem incompleta da camada oxidada | 60% | Raspar 0,1-0,2mm até a superfície fosca sem brilho. Trocar lâminas a cada 20-30 usos. Verificar visualmente. |
| Movimentação prematura durante o resfriamento | 25% | Respeitar o tempo mínimo de resfriamento (ver tabela). NÃO remover os clamps até o fitting estar morno. Capacitar os operadores. |
| Contaminação da superfície (óleo, graxa, umidade) | 10% | Limpar com álcool isopropílico 99%. NÃO tocar com os dedos após a limpeza. Proteger de chuva/poeira. |
| Parâmetros incorretos (temperatura ambiente, interrupção do ciclo) | 5% | Medir a temperatura real com termômetro. Verificar tensão estável do gerador. NÃO interromper o ciclo. |
🏗️ Projetos de Referência: Eletrofusão em Aplicações Reais
Explore casos de sucesso verificados com eletrofusão HDPE no Brasil e na América Latina:
- Rede de Água Potável São Paulo (Pinheiros, 2024): 380 uniões de eletrofusão DN 63-110 em ruas estreitas (35cm de largura de vala) sem fechamento total de vias. Tempo de instalação 40% menor vs termofusão, que teria exigido vala de 80cm + desvios de tráfego.
- Mineração Carajás (Pará, 2023): Sistema de água de processo DN 160-315 dentro de galerias subterrâneas. A eletrofusão permitiu uniões em espaços com 60cm de altura onde a termofusão era fisicamente impossível. 0 vazamentos em 18 meses de operação.
- Agrícola Vale Central (São Paulo, 2025): Irrigação tecnificada em 2.400 hectares com ramais de eletrofusão DN 63-160. Saddles de tapping permitiram adicionar 47 novos setores SEM interromper o sistema durante a alta temporada. ROI dos equipamentos de eletrofusão em 2 temporadas.
- Sabesp Reparo de Emergência (São Paulo, 2024): Vazamento em tubulação matriz DN 250 na Av. Paulista reparado em 6 horas com acoplamento de eletrofusão vs 18-24 horas estimadas com termofusão (inclui setup de máquina pesada, bloqueio amplo de tráfego).
Tipos de Conexões de Eletrofusão e Suas Aplicações
As conexões (fittings) de eletrofusão permitem configurações que a termofusão de topo não consegue realizar. A seguir, os principais tipos disponíveis no mercado brasileiro:
1. Couplers (Acoplamentos Retos)
Função: Unir duas tubulações do mesmo diâmetro em linha reta.
Aplicações típicas:
- Reparações de rupturas em tubulações existentes
- Extensão de redes (unir tubulação nova à existente)
- Substituição de trechos danificados
- Uniões em valas estreitas onde a termofusão não cabe
Faixa DN disponível: DN 20-630mm
Custo referencial (2025-2026): DN 63 = R$ 8k-12k | DN 110 = R$ 15k-25k | DN 250 = R$ 55k-80k | DN 400 = R$ 120k-180k
2. Redutores (Reducers)
Função: Transição entre dois diâmetros diferentes.
Aplicações típicas:
- Conexão de rede matriz (DN grande) a ramal secundário (DN menor)
- Transições em sistemas com demanda decrescente
- Adaptação a equipamentos existentes de diâmetro diferente
Combinações comuns: DN 110/63, DN 160/110, DN 250/160, DN 315/250
Custo referencial: 30-40% mais caro que o coupler do diâmetro maior
3. Tês e Cruzes (Tees & Crosses)
Função: Criar derivações perpendiculares (90°) a partir da tubulação principal.
Aplicações típicas:
- Ramais de distribuição a partir da rede matriz
- Conexões laterais a edifícios/plantas industriais
- Sistemas de irrigação com múltiplos setores
- Distribuição interna em estações de tratamento
Tipos:
- Tê igual: As 3 saídas com o mesmo diâmetro (ex: 110x110x110)
- Tê reduzido: Ramal menor que o principal (ex: 160x160x110 – ramal 110 a partir da matriz 160)
- Cruz: 4 saídas em ângulos de 90° (menos comum, custo elevado)
Custo referencial: Tê DN 110x110x110 = R$ 35k-55k | Tê DN 160x160x110 = R$ 65k-95k
4. Curvas (Elbows 45° e 90°)
Função: Mudanças de direção onde o raio de curvatura natural do HDPE é insuficiente.
Aplicações típicas:
- Esquinas em galerias ou instalações internas
- Travessias sob rodovias com ângulos definidos
- Instalações verticais (descidas, subidas)
Nota importante: O HDPE possui excelente flexibilidade natural. Raio de curvatura mínimo = 25x diâmetro externo (ex: DN 110 pode ser curvado com raio de 2,75m sem conexão). Utilizar curvas somente quando o espaço impede a curvatura natural ou quando se exige um ângulo preciso.
Custo referencial: Curva 90° DN 110 = R$ 25k-40k | Curva 90° DN 160 = R$ 50k-75k
5. Selas / Montagens (Tapping Saddles)
Função: Criar derivação lateral sobre tubulação existente SEM cortá-la. Permite “tapping a vivo” (perfuração sob pressão).
Aplicações típicas (EXCLUSIVAS da eletrofusão):
- Conexões domiciliares a partir da rede matriz em operação (água potável)
- Adição de pontos de amostragem em sistemas industriais
- Instalação de instrumentação (medidores, sensores) sem interromper o processo
- Reparações temporárias de fissuras (sela sobre a zona danificada)
Procedimento de tapping a vivo:
- Fusionar a sela sobre a tubulação matriz (sistema em operação, sob pressão)
- Instalar válvula de corte sobre a saída da sela
- Perfurar a tubulação matriz através da sela com broca especial
- Retirar a broca, conectar o ramal, abrir a válvula
Vantagem crítica: NÃO requer corte de fornecimento. Em água potável urbana, evita a interrupção do abastecimento a milhares de usuários.
Custo referencial: Sela DN 110 matriz / DN 63 saída = R$ 18k-30k | Sela DN 160/110 = R$ 35k-55k
6. Tampões (End Caps)
Função: Fechar hermeticamente a extremidade de uma tubulação.
Aplicações típicas:
- Terminações temporárias em obras por etapas
- Fechamento de ramais fora de serviço
- Ensaios hidrostáticos (fechar extremidades para pressurização)
Custo referencial: Tampão DN 63 = R$ 5k-8k | DN 110 = R$ 8k-14k | DN 160 = R$ 15k-25k
7. Adaptadores Flangeados (Flanged Adapters)
Função: Transição de tubulação HDPE para sistema metálico (aço, ferro fundido) ou equipamentos com conexão flangeada.
Aplicações típicas:
- Conexão a válvulas metálicas
- Interface com bombas, medidores, equipamentos de processo
- Transição para sistemas existentes de outro material
Configuração: Um lado de eletrofusão (conexão à tubulação HDPE), outro lado com flange metálica PN 10 ou PN 16 conforme padrão ISO/DIN.
Custo referencial: Adaptador flangeado DN 110 PN 10 = R$ 25k-40k | DN 160 PN 16 = R$ 50k-80k
Compatibilidade de Materiais: PE 100 vs PE 100-RC
⚠️ REGRA CRÍTICA: O grau de PE do fitting DEVE coincidir com o da tubulação. NÃO misturar PE 80 com PE 100, nem PE 100 com PE 100-RC indiscriminadamente.
Compatibilidades permitidas:
- ✅ Tubulação PE 100 + Fitting PE 100 = Ótimo
- ✅ Tubulação PE 100-RC + Fitting PE 100-RC = Ótimo
- ⚠️ Tubulação PE 100-RC + Fitting PE 100 = Aceitável (união ligeiramente mais fraca que a tubulação)
- ❌ Tubulação PE 100 + Fitting PE 80 = NÃO ACEITÁVEL (união fraca, falha prematura)
- ❌ Tubulação PE 80 + Fitting PE 100 = Desperdício (fitting superespecificado)
Para gás natural (obrigatório PE 100-RC conforme ABNT NBR ISO 4437), utilizar SEMPRE fittings PE 100-RC.
Aplicações de Eletrofusão no Brasil: Contextos Reais
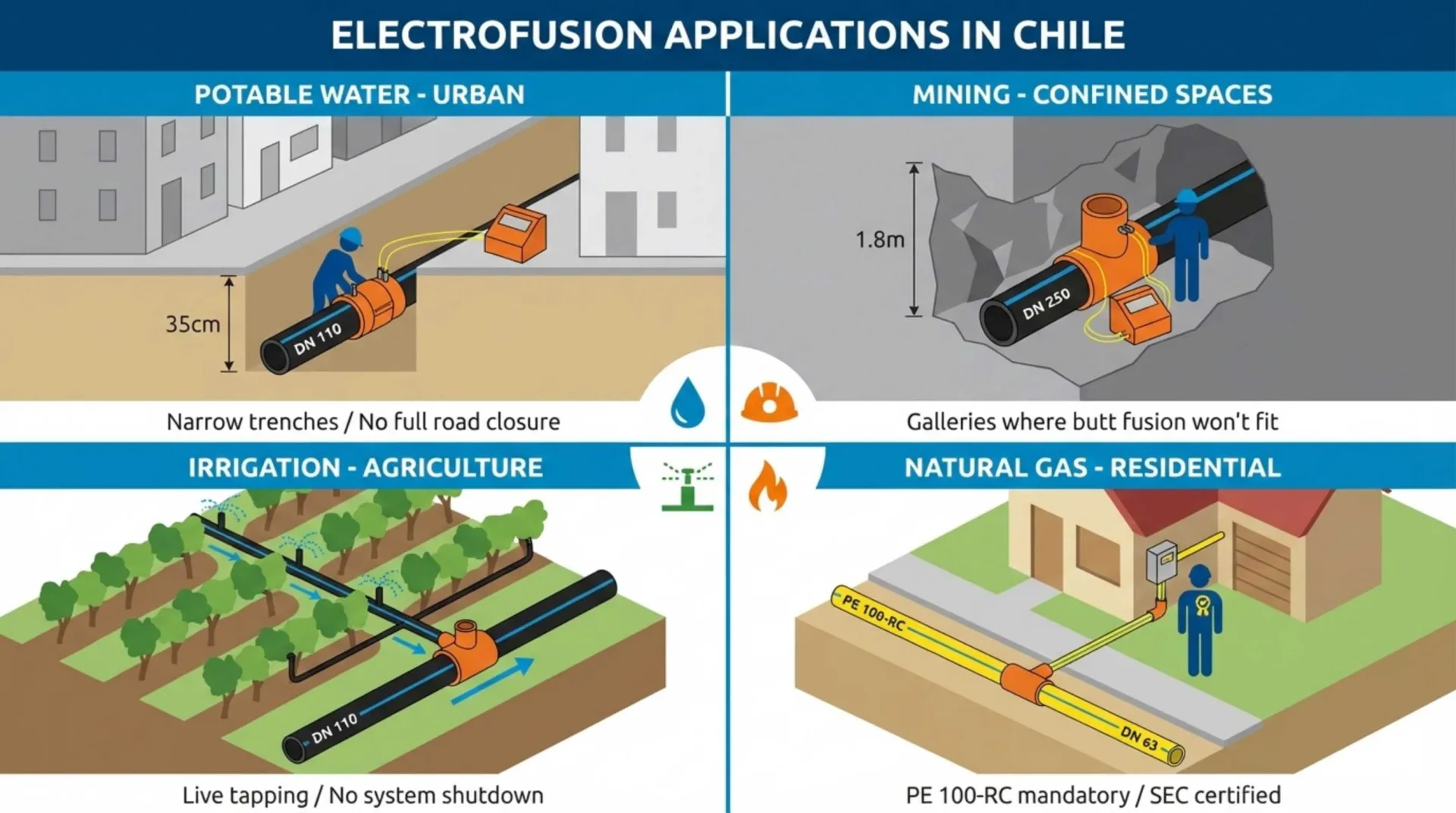
1. Redes de Distribuição de Água Potável Urbana
Contexto brasileiro específico: As cidades brasileiras consolidadas (São Paulo, Rio de Janeiro, Belo Horizonte, Curitiba) possuem ruas estreitas em bairros históricos com infraestrutura subterrânea densa (eletricidade, gás, telecomunicações, esgoto). Ampliar escavações para termofusão implica:
- Fechamento completo de ruas (afeta o comércio e o transporte público)
- Risco de danos a serviços adjacentes
- Custos de recomposição de pavimento multiplicados
- Prazo de obra estendido = transtornos aos moradores
Solução com eletrofusão:
- Vala de 30-40cm suficiente para DN 63-160 (diâmetros típicos de distribuição secundária)
- Instalação em 1-2 turnos vs 3-5 turnos com termofusão
- Manutenção do tráfego veicular com sinalização mínima
- Reparações noturnas viáveis (equipamento portátil, baixo ruído)
Exemplos concretos:
- Pinheiros, São Paulo: A Sabesp utiliza exclusivamente eletrofusão para reparações na Av. Rebouças e Av. Faria Lima (valas de 35cm, trabalho noturno 23h-06h, tráfego restabelecido a cada manhã)
- Rio de Janeiro — Bairros de Encosta: A Cedae instala ramais domiciliares DN 63 com selas de eletrofusão sem cortar o fornecimento a morros inteiros (topografia impede reservatórios de compensação)
- Bairro Santa Cecília, São Paulo: Substituição de rede DN 110 sob calçadas de 1,2m de largura utilizando eletrofusão (a termofusão teria exigido o levantamento completo da calçada)
Especificação típica: Tubulação PE 100 DN 63-160 SDR 17 (PN 10), fittings de eletrofusão PE 100, certificação NSF 61 para água potável, conformidade com ABNT NBR ISO 4427.
2. Mineração: Água de Processo e Rejeitos em Espaços Confinados
Contexto mineiro brasileiro: As plantas concentradoras processam minério 24 horas em espaços industriais densos. As tubulações transportam:
- Água de processo (pH 7-9, 30-45°C, sólidos suspensos 20-40%)
- Rejeitos (minério moído + água + reagentes, pH 8-11)
- Água recuperada de barragens de rejeitos (economia circular)
- Soluções de lixiviação (H₂SO₄ diluído, pH 1-3 em operações de óxidos de cobre)
Desafios de instalação:
- Galerias subterrâneas 1,8-2,5m de altura (máquina de termofusão DN 315 mede 1,8m de comprimento + requer espaço de manuseio)
- Pipe racks elevados com espaçamento 60-80cm entre tubulações
- Necessidade de manter a produção (parada = perdas R$ 50M-200M/dia)
- Ambiente abrasivo requer inspeções/reparos frequentes
Solução com eletrofusão:
- Equipamento portátil 12kg permite instalação em galerias, sobre estruturas, áreas estreitas
- Saddles tapping para adicionar pontos de amostragem, instrumentação, derivações SEM interromper o fluxo
- Reparos de emergência em <6 horas (vs 18-24h com termofusão que requer guindaste, interrupção do processo)
- Tês e ramais para expansões de planta sem redesenho completo do layout
Casos reais:
- Mineradora Los Pelambres (Região de Coquimbo): 850 uniões de eletrofusão DN 160-400 em galerias de processo. Instalação durante manutenção anual (janela de 14 dias). A termofusão teria exigido 28 dias = perda de produção adicional de R$ 800M.
- Mineradora Centinela (Região de Antofagasta): Sistema de água recuperada de barragem com 120 saddles de eletrofusão para instrumentação (medidores de vazão, sensores de pH, pontos de amostragem). Instalação sem interromper a recirculação = economia de R$ 450M vs alternativa de parada de 3 dias.
- Mineradora Escondida: Substituição de tubulação de rejeitos DN 630 PE 100-RC em trecho crítico. Eletrofusão não aplicável (DN muito grande), porém ramais DN 250 para bypasses instalados com eletrofusão permitiram trabalhar por seções.
Especificação típica: Tubulação PE 100-RC DN 160-400 SDR 11-17 (PN 10-16 conforme bombeamento), conexões de eletrofusão PE 100-RC, resistência à abrasão verificada, compatibilidade química com reagentes mineiros (ácido sulfúrico, cal, floculantes).
3. Agricultura: Sistemas de Irrigação Tecnificada e Ramais
Contexto agrícola brasileiro: O Brasil exporta US$ 8.500M anuais em frutas, vinhos e hortaliças que dependem de irrigação tecnificada por gotejamento/aspersão. As regiões produtoras (estados de São Paulo, Minas Gerais, Bahia) e zonas áridas do Nordeste (Vale do São Francisco, semiárido) requerem:
- Redes matrizes PE 100 DN 110-250 de poços/canais até cabeçais de irrigação
- Ramais secundários DN 63-110 para setores de cultivo
- Conexões a fitas de gotejamento, aspersores, microaspersores
- Flexibilidade para expansões (novos talhões, mudanças de cultura)
Vantagens da eletrofusão na irrigação:
- Instalação entre fileiras de cultivo: Trator com valetadeira cria sulco de 30cm, instalação da tubulação + eletrofusão, aterro no mesmo dia. A termofusão exigiria vala de 80cm = destruição de 2-3 fileiras adicionais.
- Tês para ramais: Cada novo setor = 1 tê de eletrofusão a partir da matriz. Modificação do layout sem refazer o sistema completo.
- Saddles para adicionar setores sem interromper a irrigação: Na alta temporada (novembro-março) não é possível cortar a água por 1-2 dias (estresse hídrico nas culturas). Os saddles permitem adicionar derivações com o sistema em operação.
- Reparos rápidos: Dano causado por maquinário agrícola (muito frequente) reparado em 1-2 horas com conector de eletrofusão. O produtor perde 1 turno de irrigação vs 1-2 dias completos.
- Portabilidade: Equipamento de eletrofusão transportado em camionete até qualquer ponto da propriedade. A termofusão requer caminhão e nivelamento do terreno para a máquina.
Casos reais:
- Vinícola Concha y Toro (Vale do Maipo): 2.800 hectares de irrigação tecnificada com 1.200+ uniões de eletrofusão DN 63-160. O sistema permite reconfiguração anual conforme rotação varietal. ROI do equipamento de eletrofusão em 1,5 temporadas vs contratação de empresa externa.
- Agrosuper (Região de O’Higgins): Milho forrageiro 4.500 hectares. 85 saddles de eletrofusão adicionados na temporada 2024-2025 para novos pivôs centrais SEM interromper a irrigação existente = 0 perda de produção.
- Agrícola Santa Cruz (Vale do Colchagua): Reparo de matriz DN 160 danificada por retroescavadeira. Conector de eletrofusão instalado em 3 horas (início do dano às 14h00, irrigação restabelecida às 17h30). A alternativa por termofusão estimava 22 horas = perda de 2 turnos de irrigação críticos em plena floração.
Especificação típica: Tubulação PE 100 DN 63-200 SDR 17-26 (PN 6-10 conforme topografia), conexões de eletrofusão PE 100, proteção UV (negro de fumo estabilizado), pressão de trabalho 4-8 bar.
4. Gás Natural e GLP: Redes de Distribuição (PE 100-RC Obrigatório)
Normatização brasileira específica: A ABNT NBR ISO 4437 estabelece que TODA tubulação para gás natural ou GLP deve ser PE 100-RC (Resistant to Crack). Além disso:
- Cor obrigatória: amarelo com listras pretas
- Soldadores certificados pela ANP (Agência Nacional do Petróleo, Gás Natural e Biocombustíveis) em classe específica para eletrofusão
- Rastreabilidade 100%: cada união registrada com parâmetros, data e operador
- Inspeção regulatória em obras novas
Por que o PE 100-RC é obrigatório para gás:
- Resistência 10x superior ao Slow Crack Growth (fissuras por tensão sustentada que crescem lentamente durante anos até a falha súbita)
- Maior resistência a cargas pontuais (pedras, recalques diferenciais)
- Vida útil projetada >100 anos vs 50 anos do PE 100 padrão
- Segurança crítica: falha no gás = explosão/incêndio vs falha na água = vazamento molhado
Aplicações de eletrofusão em gás:
- Ramais domiciliares: Saddle a partir da rede matriz (DN 63-110) até o medidor da residência. A eletrofusão permite instalação em calçada de 40cm de largura sem levantar todo o pavimento.
- Ramais para edifícios: Tês a partir da matriz para edifícios residenciais/comerciais.
- Reparos: Conectores para substituição de trechos danificados (pouco frequente, mas crítico quando ocorre).
- Extensões de rede: Adição de novos quarteirões à rede existente.
Limitação importante: Para matrizes principais de gás (DN 250-630, alta pressão), prefere-se a soldagem de topo por termofusão por razões econômicas. A eletrofusão é utilizada principalmente em diâmetros ≤DN 160 e em derivações/ramais domiciliares.
Custo adicional PE 100-RC: Conexões de eletrofusão PE 100-RC custam 15-25% a mais do que as equivalentes em PE 100. Exemplo: Conector DN 110 PE 100 = R$ 18,00, PE 100-RC = R$ 22,00. O sobrecusto é justificado pela segurança crítica.
Caso real:
- Metrogas Santiago (Las Condes, Vitacura): 1.200+ ramais domiciliares de eletrofusão PE 100-RC DN 32-63 instalados anualmente. Método padrão desde 2018. Redução de 60% no tempo de instalação vs método anterior (termofusão exigia vala mais larga + fechamento de via).
Especificação obrigatória: Tubulação PE 100-RC DN 20-160 SDR 11-17 (PN 10-16 conforme pressão da rede), cor amarela com listras pretas, conexões de eletrofusão PE 100-RC certificadas conforme ABNT NBR ISO 4437, soldadores certificados em eletrofusão, registro de rastreabilidade obrigatório.
5. Instalações Industriais: Químicos, Tratamento de Águas e Processo
Contexto: Plantas industriais (celulose, química, galvanoplastia, tratamento de águas) possuem tubulações de HDPE em:
- Galerias de processo (pipe racks elevados, subsolos técnicos)
- Casas de bombas com espaço limitado
- Interconexões entre equipamentos (tanques, reatores, filtros)
- Sistemas de dosagem química (ácidos, álcalis, hipoclorito)
Por que a eletrofusão é preferida:
- Espaços internos confinados (salas 3x4m com equipamentos densamente compactados)
- Impossível introduzir máquina de termofusão de 150kg por escadas/corredores estreitos
- Necessidade de ramais, cotovelos, adaptadores flangeados (conexão a válvulas/equipamentos)
- Modificações frequentes (processos mudam, equipamentos são adicionados/removidos)
- Rastreabilidade exigida por auditorias (ABNT NBR ISO 9001, ABNT NBR ISO 14001)
Fluidos típicos na indústria brasileira:
- Ácido sulfúrico 10-70% (galvanoplastia, tratamento de águas)
- Hidróxido de sódio (soda cáustica) 10-50% (indústria de celulose, química)
- Hipoclorito de sódio 5-15% (desinfecção de água potável, piscinas)
- Soluções salinas concentradas (osmose inversa, dessalinização)
- Água tratada (desmineralizada, desionizada)
Verificar sempre a compatibilidade química do HDPE para o fluido específico, concentração e temperatura de operação.
Caso real:
- Estação de Tratamento de Água de São Paulo (Maipú): Sistema de dosagem de hipoclorito a 12% com 45 uniões de eletrofusão DN 63-110 em casa de bombas de 4x5m. Termofusão fisicamente impossível (acesso por escada caracol, altura 2,1m). A eletrofusão permitiu a instalação completa em 3 turnos.
💡 Não Tem Certeza de Qual Método de União Especificar para Seu Projeto?
Nossos engenheiros AGRU podem ajudá-lo com:
- Análise de viabilidade: Avaliação do espaço disponível, largura da vala, acessibilidade
- Cálculo econômico: Quantidade de uniões estimadas, custo por união eletrofusão vs termofusão, ponto de equilíbrio
- Recomendação de equipamentos: Qual máquina de eletrofusão adquirir conforme o volume de obra projetado (ROI em X uniões)
- Especificação técnica: Grau de PE (PE 100 vs PE 100-RC), SDR, conexões requeridas, compatibilidade química
- Capacitação de soldadores: Cursos teórico-práticos em eletrofusão e termofusão, certificação interna
- Cotação de acessórios: Conexões de eletrofusão AGRULINE DN 20-630 com estoque local no Brasil
Compartilhe os detalhes do seu projeto:
- Tipo de aplicação: água potável, gás, mineração, irrigação, industrial
- Diâmetros requeridos (DN)
- Quantidade estimada de uniões
- Largura da vala ou espaço disponível (cm)
- Localização geográfica (região)
- Fluido a transportar (se químico: nome, concentração, temperatura)
Solicitar Assessoria Técnica Gratuita →
Resposta em 24-48 horas úteis. Sem compromisso de compra.
Equipamentos Necessários e Custos de Investimento
Implementar eletrofusão requer investimento inicial em equipamentos. A seguir, detalhamento dos componentes, custos e análise de retorno sobre investimento (ROI) para o mercado brasileiro 2025-2026:
1. Máquina de Eletrofusão (Control Unit)
Função: Gera tensão controlada, lê código de barras, controla o tempo de fusão, registra parâmetros para rastreabilidade.
Características essenciais:
- Faixa de tensão: 8-48V (cobre DN 20-630mm)
- Leitor de código de barras: Automático (evita erros de configuração)
- Tela digital: Exibe tempo restante, tensão, corrente
- Memória interna: Registra as últimas 500-2000 fusões (rastreabilidade)
- Exportação de dados: USB ou Bluetooth para download dos registros
- Alimentação: 220V AC (rede elétrica) ou gerador portátil 2-3kW
- Proteções: Curto-circuito, superaquecimento, interrupção de energia
- Peso: 8-15kg (portátil, 1 operador)
As máquinas de eletrofusão disponíveis no mercado brasileiro são fornecidas por distribuidores autorizados dos fabricantes de acessórios, garantindo compatibilidade e rastreabilidade do processo. Em geral, são classificadas por faixa de diâmetro: equipamentos compactos para DN 20–250 mm, equipamentos intermediários para DN 20–315 mm e equipamentos de alta capacidade para projetos com DN até 630 mm ou superior.
Critérios de seleção do equipamento:
- Faixa de diâmetro do projeto: equipamentos compactos atendem a maioria das aplicações urbanas (DN 20–250 mm); projetos com DN 250–630 mm requerem equipamentos de maior capacidade
- Rastreabilidade auditável: para projetos municipais ou com exigência de certificação ISO, priorizar modelos com exportação de dados via USB ou Bluetooth
- Assistência técnica local: verificar disponibilidade de peças de reposição e suporte técnico no Brasil antes da aquisição
- Compatibilidade com os acessórios: confirmar com o fornecedor dos acessórios HDPE qual equipamento é homologado para uso com os fittings do projeto
2. Raspadores Mecânicos (Scrapers)
Função: Remover a camada oxidada superficial do PE. CRÍTICO para a qualidade da fusão.
Tipos:
- Raspador manual rotativo: Cilindro com lâminas que é girado ao redor da tubulação. Para DN <160mm.
- Raspador elétrico: Motor elétrico aciona as lâminas. Para DN >160mm ou alto volume. Mais rápido, resultado mais uniforme.
Importante: É necessário um raspador para CADA faixa de diâmetro. Exemplo: raspador DN 63-75, outro para DN 90-110, outro para DN 125-160.
Custo dos raspadores:
- Raspador manual DN 63-110: $50.000-80.000 BRL
- Raspador manual DN 125-200: $80.000-120.000 BRL
- Raspador manual DN 250-315: $120.000-180.000 BRL
- Raspador elétrico DN 63-315 (universal): $400.000-650.000 BRL
Manutenção: Trocar lâminas a cada 20-30 usos. Lâminas de reposição: $8.000-15.000 BRL o jogo.
3. Clamps de Alinhamento (Alignment Clamps)
Função: Manter a tubulação imóvel durante a fusão e o resfriamento. Previne desalinhamento que compromete a união.
Tipos:
- Clamps simples: Par de abraçadeiras ajustáveis. Econômicos, mas requerem cuidado no ajuste.
- Clamps de alinhamento centradores: Incluem sistema de centragem que garante coaxialidade. Recomendados para DN >160mm ou PE 100-RC.
Custo dos clamps:
- Par de clamps simples DN 63-110: $80.000-120.000 BRL
- Par de clamps de alinhamento DN 125-250: $150.000-220.000 BRL
- Par de clamps de alinhamento DN 315-630: $280.000-400.000 BRL
Quantidade necessária: Mínimo 2 pares (permite trabalhar em 2 uniões simultâneas: enquanto uma resfria, preparar a seguinte).
4. Gerador Portátil (caso não haja rede elétrica)
Necessário quando: Obra em campo aberto, reparos em áreas rurais, zonas sem acesso à rede elétrica.
Especificações:
- Potência: 2-3 kW suficiente para a máquina de eletrofusão
- Tipo: Inverter (tensão estável, baixo ruído)
- Combustível: Gasolina (mais disponível) ou diesel (mais eficiente para uso intensivo)
Custo do gerador: $500.000-1.500.000 BRL conforme marca e potência.
Alternativa: Alugar gerador para projetos pontuais ($25.000-40.000 BRL/dia).
5. Acessórios Consumíveis (Conexões)
Custo por tipo de conexão (faixas 2025-2026):
| Tipo de Fitting | DN 63 | DN 110 | DN 160 | DN 250 | DN 315 |
|---|---|---|---|---|---|
| Luva (PE 100) | $8-12k | $15-25k | $28-40k | $55-80k | $80-120k |
| Tê igual (PE 100) | $18-28k | $35-55k | $65-95k | $120-180k | $180-250k |
| Selim de tomada (saddle tapping) | $12-20k | $18-30k | $35-55k | $70-100k | $110-160k |
| Tampa de extremidade (end cap) | $5-8k | $8-14k | $15-25k | $30-45k | $45-70k |
| Adaptador flangeado PN 10 | $15-25k | $25-40k | $50-75k | $95-140k | $140-200k |
Nota: Fittings PE 100-RC custam 15-25% adicionais em relação ao PE 100. Exemplo: Luva DN 110 PE 100-RC = $18k-30k BRL.
Investimento Inicial Total e ROI
Setup básico (aplicações urbanas DN 63-250):
| Máquina de eletrofusão (até DN 250) | $1.800.000 BRL |
| 3 raspadores manuais (DN 63-110-160) | $200.000 BRL |
| 2 pares de clamps de alinhamento | $300.000 BRL |
| Acessórios diversos (álcool, marcadores, termômetro) | $100.000 BRL |
| Gerador portátil 2,5kW (opcional) | $700.000 BRL |
| TOTAL DO INVESTIMENTO SETUP BÁSICO | $3.100.000 BRL (sem gerador) ou $3.800.000 BRL (com gerador) |
Setup avançado (até DN 630, alto volume):
| Máquina de eletrofusão profissional (até DN 630) | $3.800.000 BRL |
| Raspador elétrico universal DN 63-315 | $550.000 BRL |
| 3 pares de clamps de alinhamento (DN 110-250-400) | $600.000 BRL |
| Gerador inverter 3kW a diesel | $1.200.000 BRL |
| Acessórios e peças de reposição | $150.000 BRL |
| TOTAL DO INVESTIMENTO SETUP AVANÇADO | $6.300.000 BRL |
Análise de Retorno sobre Investimento (ROI)
Comparação: Adquirir equipamento próprio vs Contratar empresa terceirizada
Custo do serviço terceirizado de eletrofusão no Brasil (2025-2026):
- União DN 63-110: $35.000-50.000 BRL (inclui fitting + mão de obra)
- União DN 160-250: $65.000-95.000 BRL
- União DN 315-400: $120.000-180.000 BRL
- Mobilização + setup: $80.000-150.000 BRL por visita
Custo próprio com equipamento:
- Fitting DN 63-110: $15.000-25.000 BRL
- Mão de obra própria: $15.000-25.000 BRL (custo hora-homem do operador)
- Materiais (álcool, energia): $1.000-2.000 BRL
- Custo total DN 110: $31.000-52.000 BRL vs $35.000-50.000 terceirizado
Ponto de equilíbrio (setup básico $3,8M BRL):
| Diâmetro de Trabalho | Economia por União | Uniões para ROI | Tempo de Amortização (obra de 5 uniões/semana) |
|---|---|---|---|
| DN 63-110 (urbano típico) | $8.000-12.000 BRL | 320-475 uniões | 16-24 meses |
| DN 160-250 (rede distribuidora, indústria) | $15.000-25.000 BRL | 150-250 uniões | 7-12 meses |
| Projeto misto (50% DN 110, 50% DN 160) | $12.000-18.000 BRL em média | 210-320 uniões | 10-16 meses |
Conclusão sobre o ROI:
- Empresa de saneamento, município, construtora com >200 uniões/ano: O investimento se amortiza em 12-18 meses. Altamente recomendável adquirir equipamento próprio.
- Empreiteiro especializado com >400 uniões/ano: ROI em 6-10 meses. Investimento obrigatório para ser competitivo.
- Setor agrícola com <100 uniões/ano: ROI em 3-4 anos. Avaliar locação do equipamento por temporada ($150k-250k BRL/mês) vs compra.
- Projeto pontual <50 uniões: Mais econômico contratar empresa terceirizada.
Valor intangível adicional:
- Autonomia operacional: Não depender da disponibilidade de empresa terceirizada (crítico em situações de emergência)
- Controle de qualidade: Operadores próprios capacitados = menor risco de falhas
- Flexibilidade de horário: Trabalhar nos fins de semana e em período noturno sem sobrecusto
- Know-how interno: Equipe capacitada em tecnologia especializada
📊 Nota importante sobre os valores: Os montantes indicados são aproximações referenciais para análise comparativa do custo total de investimento (valores 2025-2026). Os preços reais variam conforme a taxa de câmbio USD/BRL, marca e modelo específico do equipamento, volume de compra e condições comerciais do distribuidor. Não constituem cotação formal. Para orçamento detalhado conforme seu projeto:
solicite uma cotação técnica personalizada →
Controle de Qualidade e Rastreabilidade na Eletrofusão
A qualidade das uniões por eletrofusão é verificada por meio de múltiplos pontos de controle durante e após o processo. A seguir, metodologias de inspeção e documentação para garantir a integridade do sistema:
1. Indicadores Visuais Durante a Soldagem: Pinos Testemunha
O que são: Os fittings de eletrofusão incorporam pequenos cilindros plásticos (tipicamente 2-4 por acessório) denominados “pinos testemunha”, “pinos indicadores” ou “witness pins” em inglês. Esses pinos estão localizados na zona de fusão e atravessam a parede do fitting do interior para o exterior.
Como funcionam: Quando o polietileno na interface tubulação-fitting se funde e expande, a pressão interna aumenta. Essa pressão empurra os pinos de controle para fora, fazendo-os “sair” ou “extrudar” visivelmente (tipicamente 2-3mm além da superfície do fitting).
Inspeção:
- ✅ Soldagem correta: TODOS os pinos de controle devem ter extrudado visivelmente e de forma uniforme. Se houver 4 pinos, os 4 devem sobressair quantidade similar.
- ❌ Soldagem deficiente: Se um ou mais pinos NÃO saíram, ou saíram muito pouco = fusão incompleta nessa zona. REJEITAR a união e repetir o processo completo.
- ⚠️ Extrusão excessiva: Se os pinos saíram >5mm = possível superaquecimento ou sobrepressão. Inspecionar o fitting por deformação/queimaduras.
Limitação: Os pinos de controle são indicador qualitativo (sim/não fusão), não quantitativo (quão boa é a fusão). Pinos extrudados NÃO garantem 100% de ausência de defeitos, mas sua ausência SIM garante falha.
2. Rastreabilidade Eletrônica Automática
O que a máquina de eletrofusão registra:
| Parâmetro Registrado | Utilidade para Auditoria |
|---|---|
| Código de barras do fitting | Rastreabilidade até o lote de fabricação. Se houver falha em múltiplas uniões com o mesmo lote, identificar defeito de fábrica. |
| Data e hora exata | Cronologia de instalação. Útil se o sistema apresentar falha (identificar quando a união problemática foi instalada). |
| Tensão aplicada (V) | Verificar que a máquina aplicou a tensão correta. Tensão baixa = subfusão, alta = superaquecimento. |
| Corrente medida (A) | Resistência elétrica do fitting. Anomalias na corrente indicam defeito no fitting ou conexão elétrica deficiente. |
| Tempo de fusão (segundos) | Confirmar que o ciclo completo foi concluído. Interrupção prematura visível no registro. |
| Temperatura ambiente inserida (°C) | Verificar se o operador ajustou os parâmetros conforme as condições reais. Erro comum: esquecer de atualizar a temperatura. |
| ID do operador | Responsabilidade individual. Se um operador tiver alta taxa de falhas, requer requalificação. |
| Resultado do ciclo (OK / Erro) | A máquina detecta anomalias (curto-circuito, interrupção de energia, resistência anormal). Erro automático = REJEITAR a união. |
Exportação de dados:
- Máquinas modernas permitem baixar registros via USB ou Bluetooth para computador/smartphone
- Software da máquina de eletrofusão gera relatórios PDF com todas as fusões do projeto
- Documentação exigida por: municípios (água potável), ANS/ANEEL (gás natural), empresas de mineração (ISO 9001), projetos BID/Banco Mundial
Exemplo de uso: Projeto de instalação de rede de água potável de 2,5km com 180 uniões de eletrofusão. Ao finalizar, o engenheiro residente baixa os dados da máquina e entrega relatório PDF ao inspetor municipal com:
- 180 registros de fusão (todos OK)
- Parâmetros aplicados em cada união
- Código de barras dos fittings (rastreabilidade até o fabricante)
- Data/hora de cada fusão
- Operadores certificados que executaram (nomes, certificações)
Inspetor verifica: ✅ 180/180 fusões OK, ✅ todos os fittings de fornecedor homologado, ✅ operadores certificados = Aprovação da obra.
3. Inspeção Visual Pós-Fusão
O que verificar após remover os clamps (resfriamento completo):
| Elemento a Inspecionar | Indicador de Qualidade ✅ | Sinal de Defeito ❌ |
|---|---|---|
| Pinos de controle | Todos extrudados 2-3mm uniformemente | Um ou mais não saíram, ou assimetria marcada |
| Cor do fitting | Preto uniforme (ou amarelo se gás), sem alterações | Descoloração marrom/cinza (superaquecimento), queimaduras |
| Zona dos terminais elétricos | Seca, sem material fundido escapando | PE fundido saindo pelos terminais = sobrepressão excessiva |
| Tubulação adjacente | Sem deformação visível, redonda | Ovalização, marcas excessivas de clamps, amassamento |
| Corpo do fitting | Integridade estrutural, sem trincas | Fissuras, trincas, deformação excessiva |
| Alinhamento | Tubulação e fitting coaxiais (sem ângulos) | Desvio angular visível (clamps se moveram) |
Ação diante de defeito visual: Se qualquer sinal de defeito ❌ for detectado, a união deve ser REJEITADA e substituída. O fitting defeituoso é cortado e descartado, as superfícies são preparadas novamente, e o processo é repetido com fitting novo.
Custo da rejeição: Perder 1 fitting (~R$60-300 conforme DN) é economicamente preferível a deixar uma união defeituosa que falhará em operação (custo da falha = corte de serviço + escavação emergencial + danos colaterais + reputação = R$6.000-150.000).
4. Teste Hidrostático do Sistema
Quando é realizado: Após concluir todas as uniões do trecho, antes de enterrar a tubulação e colocar em serviço.
Procedimento padrão ABNT NBR ISO 4427:
- Encher o sistema com água: Purgar todo o ar (válvulas nos pontos altos).
- Pressurizar a 1,5x a pressão de trabalho: Se o sistema for projetado para PN 10 (10 bar), pressurizar a 15 bar.
- Manter a pressão por 1 hora: Observar o manômetro. Perda de pressão >0,2 bar = vazamento presente.
- Inspeção visual sob pressão: Percorrer o trecho buscando vazamentos nas uniões (gotejamento, umidade).
- Registro: Documentar pressão inicial, pressão final, temperatura da água, resultado (aprovado/reprovado).
Interpretação:
- ✅ Aprovado: Queda de pressão <0,2 bar em 1 hora = sistema hermético.
- ⚠️ Queda 0,2-0,5 bar: Possível vazamento menor. Inspecionar uniões sob pressão, buscar umidade. Repressurizar para localizar.
- ❌ Queda >0,5 bar: Vazamento significativo. Localizar e reparar antes de aprovar.
Correção de temperatura: O polietileno se expande com o calor. Se o teste for realizado sob sol direto (tubulação a 40°C) e depois a tubulação esfriar (noite, 15°C), a contração térmica causa pequena queda de pressão NÃO relacionada a vazamentos. Por isso recomenda-se:
- Realizar o teste com temperatura estável (amanhecer ou entardecer)
- Ou aplicar fator de correção conforme ΔT (tabelas na ABNT NBR ISO 4427)
5. Inspeção Não Destrutiva Avançada (Projetos Críticos)
Para aplicações críticas (gás natural de alta pressão, água potável >DN 400, instalações submarinas, mineração), podem ser empregados métodos adicionais de inspeção não destrutiva:
- Ultrassom: Detecta vazios, delaminações, fusão incompleta na interface tubulação-fitting. Equipamento custoso (~R$24.000-45.000), requer operador certificado nível II ASNT. Utilizado principalmente em petróleo/gás offshore.
- Radiografia (raios X): Visualiza o interior da união. Muito custoso. Utilizado apenas em aplicações ultracríticas (usinas nucleares, plataformas offshore).
- Inspeção por câmera interna (para DN >200mm): Inserir câmera robótica pelo interior da tubulação pós-instalação, verificar cordões de fusão visualmente. Mais acessível (~R$6.000-12.000 equipamento), útil em coletores maiores antes da entrada em serviço.
Uso no Brasil: A inspeção avançada é aplicada principalmente em projetos de gás natural (Comgás, CEG, entre outras distribuidoras), alguns projetos de mineração críticos, e obras de grande porte sanitário (coletores-tronco >DN 600mm). Para aplicações urbanas/agrícolas padrão, a combinação de pinos de controle + rastreabilidade eletrônica + teste hidrostático é suficiente e custo-efetiva.
Quando NÃO Usar Eletrofusão HDPE? Limitações e Alternativas
Embora a eletrofusão seja versátil, existem situações onde NÃO é a opção técnica ou economicamente ideal. Identificar essas limitações evita especificações incorretas:
1. Diâmetros Muito Grandes (DN >630mm)
Problema:
- Conexões de eletrofusão DN >630 com disponibilidade escassa (fabricação especial = lead time 3-6 meses)
- Custo da conexão DN 800 coupler: $800k-1.2M CLP vs termofusão (somente energia) $5k-8k CLP
- Tempo de fusão DN 800: 20-25 minutos + resfriamento 60-90 minutos = 2 horas/união vs termofusão 45-60 minutos no total
Alternativa recomendada: Termofusão de topo para DN ≥630mm. A economia de escala favorece a termofusão: máquina $12M-18M CLP se amortiza rapidamente se o projeto tiver >30 uniões DN 630+.
2. Projetos de Alto Volume em Campo Aberto (>100 uniões)
Exemplo: Instalação de adutora 15km DN 400, estimado 120 uniões.
Análise de custo eletrofusão vs termofusão:
| Conceito | Eletrofusão | Termofusão |
|---|---|---|
| Custo por união (DN 400 coupler) | $150,000 CLP | $5,000 CLP (energia) |
| 120 uniões custo de consumíveis | $18,000,000 CLP | $600,000 CLP |
| Equipamento necessário (compra) | $5,000,000 CLP | $12,000,000 CLP |
| Escavação (largura da vala) | 40cm = $8M CLP | 90cm = $18M CLP |
| Mão de obra (homens-dia) | 30 dias = $9M CLP | 20 dias = $6M CLP |
| CUSTO TOTAL DO PROJETO | $40,000,000 CLP | $36,600,000 CLP |
Conclusão: Embora a eletrofusão economize na escavação, o custo das conexões ($18M) anula esse benefício quando há >100 uniões. A termofusão é 9% mais econômica nesse cenário.
Regra prática:
- <50 uniões + espaço limitado: Eletrofusão preferida
- 50-100 uniões + campo aberto: Avaliar caso a caso
- >100 uniões + campo aberto: Termofusão geralmente mais econômica
3. Tubulações Ovaladas ou Deformadas
Problema: A eletrofusão exige que a tubulação mantenha a circularidade dentro da tolerância de ±3% do diâmetro. Se a tubulação estiver ovalizada (armazenamento incorreto, impacto, calor excessivo), a conexão NÃO faz contato uniforme em toda a circunferência.
Sintoma: Alguns pinos testemunho saem, outros não = fusão assimétrica. Zonas sem contato = vazamentos futuros.
Solução:
- Prevenção: Armazenar a tubulação de PE horizontalmente sobre superfície plana, protegida do sol direto. Não empilhar >1,5m de altura (o peso esmaga as tubulações inferiores).
- Correção leve (ovalização <5%): Usar clamps redondificadores antes de inserir na conexão. Deixar 24h sob o clamp para que o PE recupere a forma.
- Ovalização severa (>5%): Descartar a seção ovalizada, cortar e usar tubulação redonda. NÃO tentar fundir tubulação deformada.
Termofusão: Mais tolerante à ovalização leve porque a placa de aquecimento refunde as extremidades criando uma nova superfície plana. Ovalização moderada (5-8%) ainda permite termofusão bem-sucedida com preparação adequada.
4. Espessuras de Parede Extremas (SDR muito baixo)
Limitação: As conexões de eletrofusão não estão disponíveis para todos os SDR. Tipicamente disponíveis para:
- SDR 26, SDR 21, SDR 17 (PN 6, PN 8, PN 10) – amplamente disponíveis
- SDR 13,6, SDR 11 (PN 12,5, PN 16) – disponíveis nas marcas principais
- SDR 9 (PN 20, parede muito espessa) – disponibilidade limitada, lead time longo
Problema SDR 9: Parede muito espessa dificulta a fusão uniforme (o calor não penetra uniformemente em espessuras >30mm). Risco de fusão superficial correta, mas deficiente em profundidade.
Alternativa: Para PN >16 bar, preferir termofusão de topo, que não possui essa limitação de espessura.
5. Conexões Sem Código de Barras ou de Procedência Duvidosa
Risco: Conexões “genéricas” econômicas sem código de barras obrigam a inserir os parâmetros manualmente. Erros comuns:
- Tensão incorreta (operador confunde DN 110 com DN 160 = subfusão)
- Tempo insuficiente (operador apressado reduz o tempo arbitrariamente)
- Sem rastreabilidade (em caso de falha, impossível rastrear o lote defeituoso)
⚠️ Recomendação AGRU: SOMENTE utilizar conexões de fabricantes reconhecidos com código de barras rastreável. Economizar em conexão genérica sem rastreabilidade não compensa o risco de falha em campo. O código de barras NÃO é “luxo”, é requisito básico de qualidade e exigência normativa.
Verificação em obra: Antes de aceitar a entrega das conexões, verificar:
- ✅ Código de barras legível em cada conexão
- ✅ Logotipo do fabricante impresso no corpo da conexão
- ✅ Certificações impressas (ISO 13956, NSF 61 se água potável)
- ✅ Etiqueta com especificações (DN, SDR, PN, material grau PE)
6. Projetos com Múltiplas Mudanças de Direção (Curvas)
Contexto: O HDPE possui excelente flexibilidade. Raio de curvatura mínimo = 25x diâmetro externo.
Exemplo:
- DN 110 (diâmetro externo 110mm) pode ser curvado com raio ≥2,75m SEM acessórios
- DN 250 (diâmetro externo 250mm) pode ser curvado com raio ≥6,25m SEM acessórios
Implicação: Se o traçado possui curvas suaves, aproveitar a flexibilidade natural do HDPE é mais econômico do que usar cotovelos de eletrofusão ($25k-75k CLP cada um).
Usar cotovelos de eletrofusão SOMENTE quando:
- O espaço NÃO permite o raio de curvatura mínimo (cantos de 90° em galeria estreita)
- É necessário ângulo preciso por projeto (conexão a flange de equipamento em orientação fixa)
- Tubulação embutida em concreto (não pode ser curvada após a instalação)
Projeto com 20+ curvas: Avaliar se o projeto pode ser modificado para aproveitar a flexibilidade natural. Economia: eliminar 15 cotovelos = $375k-1,1M CLP.
Tabela Resumo: Quando NÃO Usar Eletrofusão
| Cenário | Por Que NÃO Usar Eletrofusão | Alternativa Recomendada |
|---|---|---|
| DN >630mm | Conexões escassas, muito caras, tempo de fusão excessivo | Termofusão de topo (econômica, rápida para DN grandes) |
| >100 uniões em campo aberto | Custo acumulado das conexões supera a economia em escavação | Termofusão (menor custo por união, economia de escala) |
| Tubulação ovalizada >5% | Conexão não faz contato uniforme = fusão assimétrica | Cortar a seção deformada, usar tubulação redonda. Termofusão mais tolerante se a correção não for possível. |
| PN >16 bar (SDR <11) | Conexões SDR 9 escassas, fusão em espessura >30mm problemática | Termofusão de topo (sem limitação de espessura) |
| Conexões sem código de barras | Sem rastreabilidade, alto risco de erro nos parâmetros, qualidade incerta | REJEITAR. Usar somente conexões de marca reconhecida com código de barras. |
| Traçado com curvas suaves (raio >25x DN) | Cotovelos de eletrofusão desnecessários, PE curva naturalmente | Aproveitar a flexibilidade natural do HDPE (economia por cotovelo) |
| Projeto <20 uniões com espaço disponível | Não amortiza o investimento em equipamento de eletrofusão | Contratar empresa especializada ou alugar equipamento por projeto |
Quais São as Normas ABNT para Eletrofusão e Termofusão PEAD no Brasil?
O uso de eletrofusão no Brasil é regulado por normas técnicas que garantem qualidade, segurança e rastreabilidade. A seguir, o marco normativo aplicável:
Normas Brasileiras para Tubulações de HDPE e Eletrofusão
| Norma | Aplicação | Requisitos-Chave de Eletrofusão |
|---|---|---|
| ABNT NBR ISO 4427-1:2019 | Sistemas de tubulações de PE para água potável | PE 80 mínimo (PE 100 recomendado), PN ≥10 bar, NSF 61 obrigatório, rastreabilidade impressa na tubulação. Eletrofusão reconhecida como método aprovado. |
| ABNT NBR 2207:1991 | Tubos de PE para esgotamento sanitário (sanitário e pluvial) | Rigidez anular mínima SN2-SN8, resistência a H₂S, estanqueidade das uniões. Eletrofusão ou termofusão obrigatórias (não juntas elastoméricas). |
| ABNT NBR ISO 4437:2019 | Sistemas de tubulações de PE para gás natural e GLP | PE 100-RC OBRIGATÓRIO (não PE 100 padrão). Cor amarela com listras pretas. Soldadores certificados. Rastreabilidade 100%. Conexões de eletrofusão devem ser PE 100-RC com certificado ABNT NBR ISO 4437. |
| ISO 13956:2010 | Acessórios de eletrofusão de PE para sistemas de pressão | Requisitos de fabricação de conexões: projeto de resistências embutidas, pinos indicadores, código de barras com parâmetros codificados, ensaios de resistência. Certificação internacional reconhecida no Brasil. |
| NSF 61 | Componentes em contato com água potável (EUA/internacional) | Ensaios toxicológicos sem migração de substâncias. Obrigatório para tubulações e conexões em água potável no Brasil. Certificado atualizado (<3 anos). |
Certificação de Soldadores: Requisitos para Gás
A Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP) e as concessionárias estaduais de gás regulam as instalações de gás no Brasil. Para soldar tubulações de gás natural/GLP por eletrofusão:
Requisito obrigatório: O soldador deve possuir Certificação específica para eletrofusão em PE 100-RC emitida por organismo reconhecido.
Como obter a certificação:
- Curso teórico-prático: 40 horas (1 semana intensiva) ministrado por organismo reconhecido. Abrange:
- Propriedades do PE 100-RC
- Procedimento de eletrofusão passo a passo
- Normas aplicáveis (ABNT NBR ISO 4437)
- Controle de qualidade e segurança
- Exame prático: Realizar 3 uniões de eletrofusão sob supervisão de avaliador. As uniões são cortadas e examinadas para verificar a fusão completa.
- Exame teórico: 30 questões sobre normas, procedimentos e segurança. Nota mínima: 70%.
- Emissão do certificado: Se aprovado em ambos os exames, é emitido certificado com foto, CPF, categoria e validade de 5 anos.
Custo da certificação: Variável conforme o organismo certificador (inclui curso + exames). Renovação a cada 5 anos: curso de atualização (16 horas) + exame prático.
Organismos certificadores reconhecidos no Brasil:
- SENAI (diversas unidades regionais)
- SENAC
- Câmara Brasileira da Indústria da Construção (capacitação setorial)
- Fabricantes e distribuidores autorizados dos acessórios HDPE oferecem cursos reconhecidos
Certificação de Operadores: Água Potável e Industrial
Para água potável e aplicações industriais (não gás), NÃO existe certificação obrigatória específica. No entanto:
Recomendação das empresas de saneamento e contratantes:
- Sabesp, Cedae, Copasa: Solicitam “certificado de capacitação” emitido pelo fabricante da conexão ou distribuidor autorizado. Tipicamente curso de 2 dias (16 horas) teórico-prático.
- Projetos de mineração: Exigem que o operador tenha realizado curso certificado e possua respaldo documental (diploma com nome, CPF, data e conteúdos). Auditorias ISO 9001 verificam a competência do pessoal.
- Projetos BID/Banco Mundial: Exigem certificação internacional reconhecida (exemplo: certificação internacional com padrão DVS 2207, emitida pelo fabricante dos acessórios).
Custo de capacitação água/indústria: Variável por pessoa (curso 2 dias + materiais + certificado). AGRU Brasil oferece capacitações em suas instalações ou in-company para grupos.
Documentação Obrigatória em Projetos
Para aprovação no recebimento final da obra com eletrofusão, o contratado deve entregar:
| Documento | Conteúdo Mínimo |
|---|---|
| Certificados de materiais | Tubulações: Certificado ABNT NBR ISO 4427 ou 4437, NSF 61 se água potável. Conexões: ISO 13956, mesmo grau de PE que a tubulação, código de barras legível. |
| Certificação de soldadores | Cópia do certificado (se gás) ou capacitação do fabricante (água/indústria). Deve estar vigente durante a execução da obra. |
| Registros de fusão | Exportação dos dados da máquina de eletrofusão: data/hora de cada união, código de barras da conexão, parâmetros aplicados (tensão, tempo, temperatura ambiente), resultado (OK/Erro), operador. |
| Relatório de ensaio hidrostático | Pressão inicial, pressão final, duração (mínimo 1 hora), temperatura da água, resultado (aprovado/reprovado), assinatura do engenheiro residente. |
| Plantas as-built | Localização real das uniões (coordenadas GPS quando possível), profundidade de assentamento, diâmetros, acessórios instalados. |
| Fotografias | Pinos indicadores extrudados visíveis em amostra das uniões (mínimo 10% do total ou conforme especificação do contratante). Data/hora/localização nos metadados da foto. |
Rejeição da obra por documentação incompleta: O fiscal pode rejeitar o recebimento mesmo que o sistema funcione corretamente, caso falte rastreabilidade documental. Completar retroativamente é impossível (datas e códigos de barras já perdidos). A importância do registro rigoroso desde o primeiro dia.
Perguntas Frequentes sobre Eletrofusão HDPE
O que é eletrofusão HDPE?
Eletrofusão HDPE é um método de soldagem que une tubulações e conexões de polietileno de alta densidade (HDPE/PEAD) por meio de resistências elétricas embutidas nos acessórios. Ao aplicar corrente elétrica (8–48V), as resistências geram calor (200–230°C) que funde molecularmente o material, criando uma união permanente sem juntas mecânicas, com resistência igual ou superior ao tubo base.
Qual é a diferença entre eletrofusão e termofusão PEAD?
Na eletrofusão, o calor é gerado por resistências elétricas embutidas no acessório (fitting), fundindo as superfícies de contato. Na termofusão de topo (butt fusion), uma placa aquecida a 220°C é inserida entre as extremidades dos tubos até atingir o ponto de fusão, depois removida e as faces pressionadas. A eletrofusão é ideal para espaços confinados e DN até 630mm; a termofusão é preferida para DN acima de 315mm em campo aberto.
Quando usar eletrofusão em vez de termofusão?
Use eletrofusão quando: a vala ou espaço disponível for inferior a 40cm, o diâmetro for DN 20–315mm, forem necessários ramais ou derivações (tês, selas), houver reparo em sistema em operação, o projeto exigir rastreabilidade individual por união ou quando as condições de campo não permitirem maquinário pesado. Para diâmetros acima de DN 315mm em campo aberto com volume alto de soldas, a termofusão costuma ser mais econômica.
Quais normas ABNT regulam a soldagem por eletrofusão no Brasil?
As principais normas brasileiras são: ABNT NBR 15561 (tubos PEAD para redes de distribuição de água), ABNT NBR 14830 (soldagem por termofusão — aplicada como referência também para eletrofusão), ABNT NBR 15356 (sistemas de tubulações PEAD para distribuição de gás) e ABNT NBR 12212 (poços de abastecimento). Internacionalmente, a ISO 13956 e ISO 13957 regem os acessórios de eletrofusão, e a ISO 21307 os parâmetros de termofusão.
Qual é a temperatura de fusão na eletrofusão HDPE?
Na eletrofusão HDPE, a temperatura de fusão gerada pelas resistências embutidas varia entre 200°C e 230°C na zona de contato entre o acessório e o tubo. O controlador da máquina de eletrofusão regula automaticamente a corrente e o tempo de fusão (geralmente de 3 a 15 minutos, conforme o diâmetro) para garantir a fusão molecular completa sem superaquecer o material.
A eletrofusão funciona para todos os diâmetros de tubulação HDPE?
A eletrofusão é aplicável para diâmetros de DN 20mm até DN 630mm. Para diâmetros acima de DN 630mm, a disponibilidade de acessórios certificados é limitada e a termofusão de topo se torna o método padrão. A faixa ótima para eletrofusão é DN 63 a DN 315mm, onde a relação custo-benefício e a praticidade de instalação são mais vantajosas.
Como é feito o controle de qualidade na soldagem por eletrofusão?
O controle de qualidade na eletrofusão inclui: verificação dos pinos testemunha (pequenos indicadores visuais que se projetam para fora do acessório confirmando pressão interna adequada), rastreabilidade eletrônica via código de barras registrado pela máquina, inspeção visual pós-fusão dos cordões, teste hidrostático do sistema (1,5× a pressão nominal por 1 hora) e, em projetos críticos, inspeção ultrassônica não destrutiva (UT) conforme ABNT NBR 15356.
Conclusão: Eletrofusão como Ferramenta Estratégica
A eletrofusão é um método de soldagem para tubulações HDPE que oferece vantagens únicas em contextos onde a termofusão de topo é impraticável ou economicamente inviável. Sua capacidade de operar em espaços confinados (valas 30-40cm, galerias estreitas, instalações interiores), portabilidade do equipamento (8-15kg vs 50-200kg termofusão), e versatilidade de acessórios (tês, saddles, cotovelos, adaptadores) a tornam a tecnologia preferida para:
- Reparos urbanos de emergência onde o tempo de restabelecimento do serviço é crítico e escavações amplas são impraticáveis
- Ramais e derivações em redes de distribuição de água potável, gás natural e sistemas industriais
- Instalações mineiras em galerias de processo, pipe racks elevados e espaços com acesso restrito
- Agricultura tecnificada onde a flexibilidade de reconfiguração anual e o tapping sem interrupção da irrigação são vantagens competitivas
- Conexões domiciliares e ramais prediais em gás e água onde saddles de eletrofusão permitem adicionar serviços sem interromper as redes principais
No entanto, é fundamental reconhecer que a eletrofusão NÃO é a solução universal. Para projetos de alto volume (>100 uniões) em campo aberto com diâmetros grandes (DN >400mm), a termofusão de topo oferece melhor economia por união. A seleção correta do método de união requer análise caso a caso considerando: quantidade de uniões, diâmetros, espaço disponível, necessidade de ramais, urgência temporal e orçamento total do projeto.
A qualidade de uma união por eletrofusão depende criticamente do cumprimento rigoroso do procedimento: raspagem completa da camada oxidada (60% das falhas se devem à preparação deficiente), resfriamento completo sem movimentação prematura (25% das falhas), e uso de conexões de marca reconhecida com código de barras para rastreabilidade e parâmetros automáticos. O investimento em capacitação de operadores (R$250-800 por pessoa) e equipamento de qualidade (R$50.000-100.000 setup básico) se amortiza rapidamente quando comparado ao custo de uma falha em operação (interrupção do serviço + escavação emergencial + danos colaterais = R$35.000-875.000).
No contexto brasileiro, a eletrofusão tem demonstrado ser especialmente valiosa devido a:
- Alta sismicidade em algumas regiões: Necessidade de reparos rápidos pós-evento (sistema portátil 12kg vs máquina de termofusão 150kg que requer guindaste em zonas com vias danificadas)
- Geografia extrema: Do semiárido nordestino à Amazônia e à região Sul, trabalhos em localizações remotas onde a portabilidade é uma vantagem crítica
- Infraestrutura urbana densa: São Paulo, Rio de Janeiro, Belo Horizonte possuem múltiplos serviços subterrâneos em ruas estreitas = eletrofusão como única opção viável
- Mineração de classe mundial: A produção mineral brasileira requer sistemas de tubulações em espaços confinados de plantas concentradoras operando 24/7
Para empresas que avaliam investir em capacidade própria de eletrofusão vs contratar serviços externos, o ponto de equilíbrio tipicamente ocorre entre 150 e 320 uniões (dependendo dos diâmetros). Empreiteiros especializados, empresas de saneamento municipal e operações mineiras/agrícolas com >200 uniões/ano devem considerar a eletrofusão como competência técnica estratégica interna. Projetos pontuais <50 uniões são mais economicamente atendidos contratando empresas certificadas ou alugando equipamentos por período específico.
Por fim, é fundamental manter-se atualizado nas normas brasileiras (ABNT NBR ISO 4427 água, ABNT NBR ISO 4437 gás com PE 100-RC obrigatório, ABNT NBR 9648 esgoto) e exigir rastreabilidade completa: certificados de materiais, capacitação de operadores, registros eletrônicos de cada fusão, ensaios hidrostáticos documentados. Essa documentação não é burocracia desnecessária; é a única forma de garantir qualidade a longo prazo e se defender perante eventuais reclamações ou auditorias.
Próximos Passos Recomendados
Se você está considerando implementar a eletrofusão na sua organização ou projeto:
- Avalie a viabilidade técnica: Seus projetos têm restrições de espaço, precisam de ramais ou requerem reparos frequentes? Se sim, a eletrofusão é uma forte candidata.
- Calcule o ponto de equilíbrio: Estime a quantidade de uniões anuais. Se >200/ano, o investimento em equipamento próprio se amortiza em 12-18 meses. Se <100/ano, avalie aluguel ou serviços externos.
- Capacite o pessoal: O investimento em capacitação formal (curso de 2 dias água/indústria por pessoa, curso de 1 semana gás) é crítico para qualidade e conformidade normativa.
- Especifique os materiais corretos: PE 100 para água/indústria, PE 100-RC obrigatório para gás. Conexões com código de barras de fabricante reconhecido e rastreabilidade documentada. NÃO economizar em acessórios genéricos sem rastreabilidade.
- Documente rigorosamente: Configure desde o primeiro dia um sistema de registro: exportação de dados da máquina de eletrofusão após cada turno, fotografias dos pinos testemunho de amostra representativa, certificados de materiais arquivados, ensaios hidrostáticos com assinatura do engenheiro.
- Compare com a termofusão objetivamente: Não assuma automaticamente que a eletrofusão é superior ou inferior. Cada projeto requer análise: espaço, volume de uniões, diâmetros, orçamento. Às vezes combinar ambos os métodos no mesmo projeto é o ideal.
Pronto Para Implementar Eletrofusão no Seu Projeto?
A AGRU Brasil possui 75 anos de experiência europeia em termoplásticos de engenharia, estoque permanente de tubulações PE 100 e PE 100-RC DN 20-630, acessórios de eletrofusão certificados ISO 13956, e equipe técnica local para assessoria gratuita, capacitação de operadores e suporte na especificação de projetos.
Contato: +56 2 2294 93 910 | info@agru.cl | São Paulo, Brasil
Horário de atendimento: Segunda a Sexta 8:30-17:30 hrs
📋 Nota técnica: As informações apresentadas baseiam-se em dados técnicos AGRU, normas brasileiras vigentes e padrões internacionais ISO atualizados em janeiro de 2026. As especificações, preços e disponibilidades podem variar. Para projetos críticos, consulte sempre a engenharia AGRU para verificação de parâmetros de projeto, compatibilidade química e seleção de materiais. A AGRU não assume responsabilidade por especificações realizadas sem consultoria técnica prévia. Os valores monetários são aproximações referenciais 2025-2026 e não constituem cotação formal.


